時間: 2019-08-28 11:50:41來源: 南昌市共創(chuàng)實業(yè)有限公司螺旋廠家南昌螺旋鋼管
上一篇:豐城江西螺旋焊管談怎樣才可以增加這螺旋管的穩(wěn)定性能
下一篇:豐城南昌螺旋鋼管8710鋼管
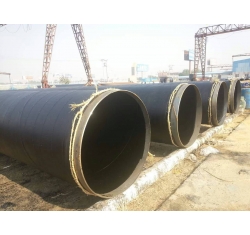
豐城江西螺旋鋼管廠家
豐城江西水泥砂漿螺旋鋼管廠
豐城南昌環(huán)氧瀝青焊管
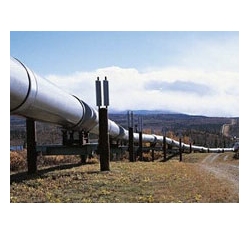
豐城撫州橋梁打樁螺旋管價格
豐城南昌螺旋管
豐城江西橋梁打樁螺旋鋼管
豐城上饒3pe螺旋鋼管
豐城南昌環(huán)氧樹脂焊管
豐城江西螺旋焊管
豐城江西螺旋焊管廠家
xinwenzhongxin
聯(lián)系人:13507918511 周總
地 址:江西省南昌市進賢縣溫圳工業(yè)園
掃一掃 關(guān)注微信
Powered by 南昌市共創(chuàng)實業(yè)有限公司 All right reserved 技術(shù)支持:匯航科技 備案號:贛ICP備19000397號
贛公網(wǎng)安備 36012402000076號
網(wǎng)站地圖HTML | 網(wǎng)站地圖XML
 南昌市共創(chuàng)實業(yè)有限公司
南昌市共創(chuàng)實業(yè)有限公司